Īpašas prasības attiecībā uz štancēšanas presformu detaļu štancēšanai.
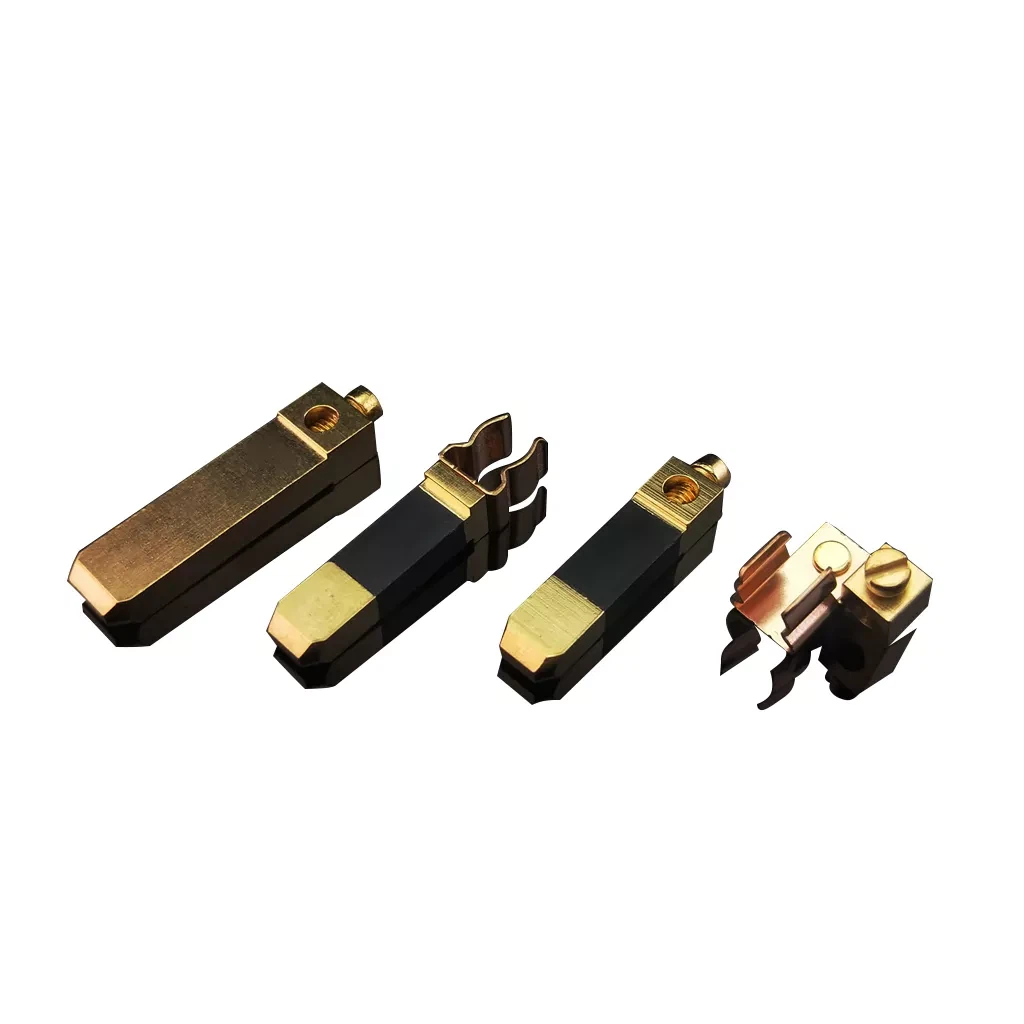
Ir daudz štancēšanas detaļu (slēdziskontaktligzdāunlampas turētājs)mūsu lepnumos
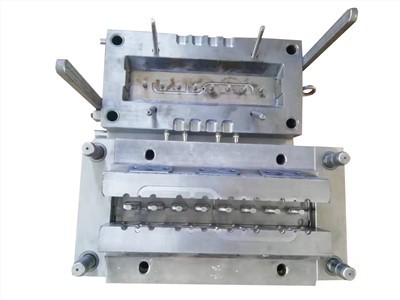
Automātiskā barošanas ierīce ir uzstādīta uz metāla štancēšanas matricas, lai aizstātu štancēšanas darbinieka manuālās barošanas darbību. Izmantojot nepārtrauktu parastā perforatora štancēšanu, var pabeigt ātrgaitas automātisko štancēšanas presformu. Mēs to saucam par automātisko barošanas štancēšanu. Izmantojot automātisko padeves štancēšanas presformu automātiskai štancēšanai, parasti ir šādas īpašas prasības:
1. Tēraudam jāizmanto mazas tērauda sloksnes vai garas sloksnes
Vispārējai štancēšanas presformai lielākā daļa no mums izmanto maza izmēra materiālus ar nocirstām plāksnēm, bet, ja automātiskā barošanas štancēšana nomirst ātrgaitas štancēšanā, štancēšanai joprojām izmanto maza izmēra materiālus, tad izejvielas ir bieži jāmaina, tāpēc ir grūti veikt automātisku štancēšanu. augstas efektivitātes. Tāpēc automātiskā barošanas štancēšanas matrica ir piemērota mazu ruļļu vai garu sloksņu (vairāk nekā 10 m) izmantošanai. Ja nosūtāmais objekts ir daļēji izveidots tukšs, lai uzlabotu štancēšanas efektivitāti, pirms nosūtīšanas ir nepieciešams sakārtot detaļas.
2. Veidnes iekšpusē jābūt precīzai pozicionēšanas ierīcei
Sakarā ar pelējumam pievienotās barošanas ierīces barošanas posma ierobežoto precizitāti, tas var sasniegt tikai ±0,05-±0,1 mm. Tāpēc veidnes iekšpusē ir jāuzstāda precīza pozicionēšanas ierīce, lai precīzi novietotu barošanas ierīces barošanas soli, lai nodrošinātu, ka barošanas soļa precizitāte atbilst prasībām.
3. Atkritumiem vai sagatavei, kas radusies štancēšanas rezultātā, jābūt automātiski izlādētiem
Nepārtrauktā štancēšanas stāvoklī ir neiespējami un neiespējami izmantot manuālu izvadi. Lai nodrošinātu savlaicīgu atkritumu materiālu vai sagatavju novadīšanu veidnē, jāuzstāda automātiska izlādes ierīce. Turklāt presformas matricas struktūrai vajadzētu dot priekšroku zemākas izlādes matricas izmantošanai ar automātisku daļu izmešanu.
Automātiskajai barošanas štancēšanas presformai parasti ir šādas īpašas prasības
4. Štancēšanas daļas vienā reizē jāveido pēc iespējas vairāk
Pēc tam, kad automātiskā barošanas ierīce ir piestiprināta pie štancēšanas matricas, palielināsies presformas ražošanas izmaksas. Ja viena procesa štancēšanas shēmu joprojām izmantos, štancēšanas efektivitāte tiks efektīvi uzlabota. Tāpēc štancēšanas daļas vienā reizē jāveido pāris automātiskās padeves štancēšanas presformās, lai štancēšanas ātrums būtu augsts, kas palīdz samazināt produkta izmaksas.
5. Barošanas attālumam jābūt stabilam