Kāpēc metāla štancēšanas detaļas plīst?
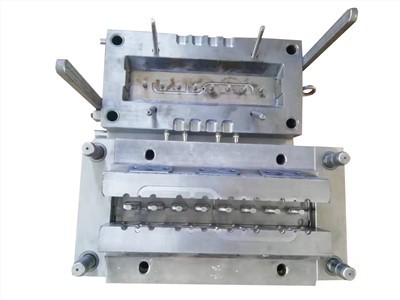
Izplatītākās metāla štancēšanas detaļu plīsuma un sašķiebšanās formas. Vidējās aizsargvirsmas kronšteina štancēšanas process ir šāds: noblīvēšana un štancēšana-štancēšana iegriezums-atloka veidošana-iegriezums-atloka. Vidējās aizsargvirsmas kronšteina veidošanas procesā pastāv dažādi plīsuma un šķībuma veidi. Plīstošās daļas galvenokārt tiek sadalītas apstrādājamā priekšmeta caurumu zīmējumā un R loka sānu sienas stūrī un sienas kakla savienojuma vietā utt., štancēšanas un ražošanas dēļ. Procesa apstākļu atšķirības, katra salauztā daļa ir atšķirīga. Plīsums var būt vienreizējs veidojošs plīsums vai plīsums, ko izraisa noguruma plaisas, tas ir, neredzamas plaisas.
Iemeslu analīze: atbilstoši objekta faktiskajai situācijai, pārbaudot detaļas plīsuma stāvokli, lūzuma formu un saspiešanas pakāpi, tiek uzskatīts, ka daļas plīsuma un šķībuma uzvedība galvenokārt atspoguļojas atloku veidošanas procesā. Šī procesa iemesli ir šādi:
1. Nav izveidoti formēšanas procesa parametri. Detaļas formēšanas laikā process prasa, lai presētais, presēšanas serdenis un abas daļas būtu cieši piestiprinātas viena otrai, un lokšņu materiāla plastiskā deformācija ir piespiedu kārtā, darbgaldam slīdot uz leju. Veidojas. Tomēr, ņemot vērā tādus trūkumus kā presēto detaļu nestabilā kvalitāte, tas parāda, ka darbgalda spiediens ražošanas procesā ir nelīdzsvarotā spiediena svārstību stāvoklī. Galvenais iemesls ir tas, ka apstrādes tehniķi šajā posmā savlaicīgi neregulēja darbgalda spiedienu atbilstoši procesa apzīmējuma prasībām vai arī katras maiņas nodošanas laikā nepaziņoja savā starpā informāciju par mašīnas spiediena stabilitāti, kā rezultātā detaļu kvalitāte pasliktinās. Stabilizēt.
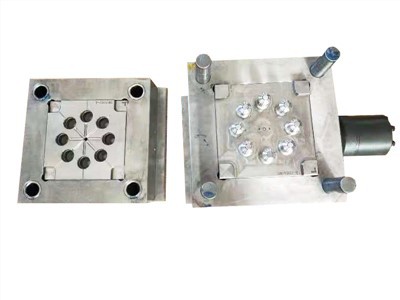
2. Atloku formēšanas veidnes konstrukcijas defekti. Veidne ir kopīga kreisajai un labajai veidnes daļai ar diviem dobumiem. Jo šī procesa saturs ir ne tikai atloka, bet arī formu veidojošais saturs. Turklāt detaļas ir īpaši sarežģītas, izliektā virsma ir šaura, un formēšanas prasības ir ieliektas. Veidnes presēšanas materiāla kodols atbilst formēšanas virsmai utt., kas rada lielu veidnes struktūras stāvokļa formēšanas gājienu un nelielu presēšanas laukumu. Sākotnējā veidnes projektā dizainers ņēma vērā tikai mazas noseguma virsmas iezīmi, bet ignorēja noslēdzošās serdes virzošo slīdni.